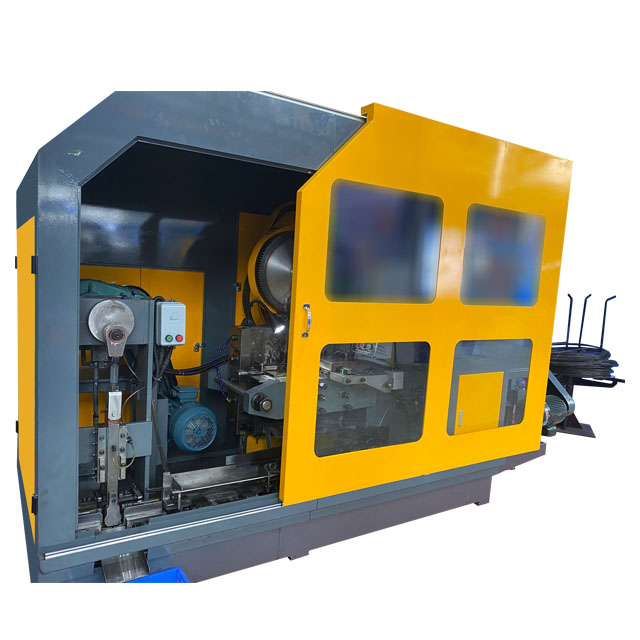
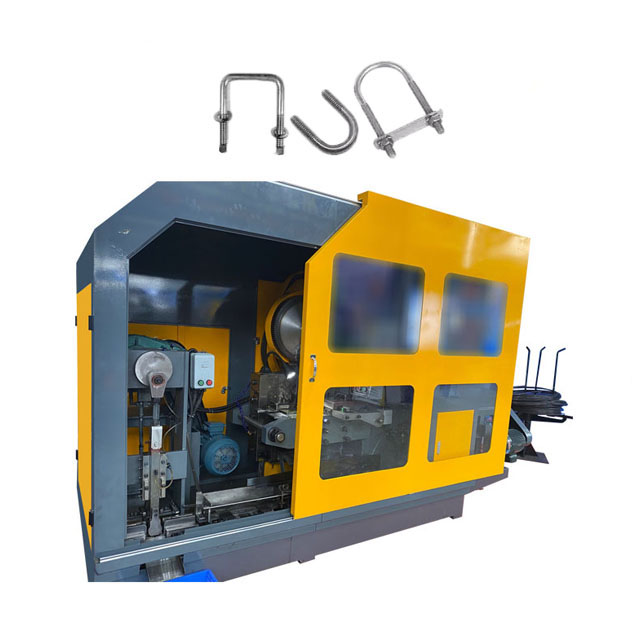
Ronen® தயாரித்த தானியங்கி ஹெக்ஸ் நட் தயாரிக்கும் இயந்திரம் அமைக்கப்பட்டவுடன் தானாகவே இயங்கத் தொடங்கும். இது தேவையான அளவு உலோக கம்பிகளை வெட்டி பின்னர் அவற்றை அறுகோண கொட்டைகளாக மாற்றுகிறது. அறுகோணக் கொட்டைகளை அதிக அளவில் உற்பத்தி செய்யும் தொழிற்சாலைகள் பொதுவாக இந்த இயந்திரத்தை வாங்கத் தேர்வு செய்கின்றன.
தானியங்கி ஹெக்ஸ் நட் தயாரிக்கும் இயந்திரத்தில் உலோக கம்பியைச் செருகவும், அதை ஒரு நிலையான நீளத்தின் சிறிய பகுதிகளாக வெட்டி, பின்னர் அதை அச்சு வழியாக அழுத்தி, சிறிய பகுதிகளை அறுகோண நட்டு வெற்றிடங்களாக வடிவமைக்கவும். அடுத்து, நடுவில் ஒரு துளை துளைத்து, இறுதியாக உள் திருகு நூல்.
தானியங்கி ஹெக்ஸ் நட் மேக்கிங் மெஷின் என்பது ஒரு தொடர்ச்சியான உற்பத்தி வரிசையாகும், இது எஃகு கம்பியை முடிக்கப்பட்ட அறுகோண கொட்டைகளாக உருட்டுகிறது. கம்பி ஊட்டுதல், நேராக்குதல், வெற்றுப் பகுதியை வெட்டுதல், குளிர் அறுகோண வடிவத்தை உருவாக்குதல், மையத் துளையில் குத்துதல் மற்றும் அடிக்கடி சேம்பர்களைச் சேர்ப்பது ஆகியவை இதில் அடங்கும். இந்த தானியங்கு செயல்முறை ஒவ்வொரு படிநிலையிலும் தனிப்பட்ட இயந்திரங்களுக்கு இடையில் கைமுறையாக பரிமாற்றத்தின் தேவையை நீக்குகிறது, இதனால் உற்பத்தி செயல்முறையை எளிதாக்குகிறது.
நட்டு தயாரிக்கும் இயந்திரத்தின் மையமானது குளிர்ச்சியான தலைப்பு செயல்முறை ஆகும். வெட்டப்பட்ட கம்பி வெற்றிடங்கள் தலைப்புக்காக பல வேலை நிலையங்களுக்கு அனுப்பப்படுகின்றன. சக்திவாய்ந்த பஞ்ச் படிப்படியாக எஃகு உருவாகும் அச்சுக்குள் அழுத்தி, உலோகத்தின் தலைப்பை, பண்பு அறுகோண அவுட்லைன் உருவாக்குகிறது, மற்றும் ஆரம்ப நட்டு வெற்று உருவாக்குகிறது. இந்த செயல்முறை அறை வெப்பநிலையில் மேற்கொள்ளப்படுகிறது.
பெரும்பாலான தானியங்கி ஹெக்ஸ் நட் தயாரிக்கும் இயந்திரங்கள் சாம்ஃபரிங் நிலையத்துடன் பொருத்தப்பட்டுள்ளன. இந்த படியானது நட்டுக்கான துளையின் ஒன்று அல்லது இருபுறமும் ஒரு சிறிய சாய்வை (சேம்பர்) வெட்டுகிறது. சேம்பர் தட்டும்போது நூல் ஈடுபாட்டை எளிதாக்குகிறது மற்றும் கூர்மையான விளிம்புகளை அகற்றுவதன் மூலம் நட்டின் தோற்றத்தையும் பாதுகாப்பையும் மேம்படுத்துகிறது.
| விவரக்குறிப்பு | அலகு | 11 பி | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41 பி |
| மோசடி நிலையம் | இல்லை | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| அதிகபட்ச கட்-ஆஃப் தியா | மிமீ | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| கிக்-அவுட் நீளம் | மிமீ | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 |
40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| டைஸ் பிட்ச் | மிமீ | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| ஃபோர்ஜிங் பவர் | டன் | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| உற்பத்தி அளவு |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| வெளியீடு | நிமிடம்/பிசிக்கள் | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| முக்கிய மோட்டார் | ஹெச்பி | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| லூப்ரிகேஷன் | ஹெச்பி | 1.5 |
1.5 |
1.5 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| மசகு எண்ணெய் | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| தோராயமான எடை | டன் | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
தானியங்கி ஹெக்ஸ் நட் தயாரிக்கும் இயந்திரத்தின் விற்பனைப் புள்ளி அதன் முழு தானியக்கமாகும். மூலப்பொருள் உள்ளீடு முதல் இறுதி தயாரிப்பு வெளியீடு வரை, அடிப்படையில் மனித தலையீடு தேவையில்லை, இதனால் மனிதவளம் சேமிக்கப்படுகிறது. உற்பத்தி செய்யப்படும் கொட்டைகளின் அளவு மிகவும் சீரானது. அறுகோண வடிவத்தின் ஒவ்வொரு பக்கமும் ஒரே நீளம் கொண்டது, மேலும் நூல்களின் ஆழமும் சீரானது. அவை போல்ட்களைச் சரியாகப் பொருத்தி, இறுக்கும் செயல்பாட்டின் போது தளர்வு அல்லது இறுக்கமான முரண்பாடுகளைத் தடுக்கின்றன.