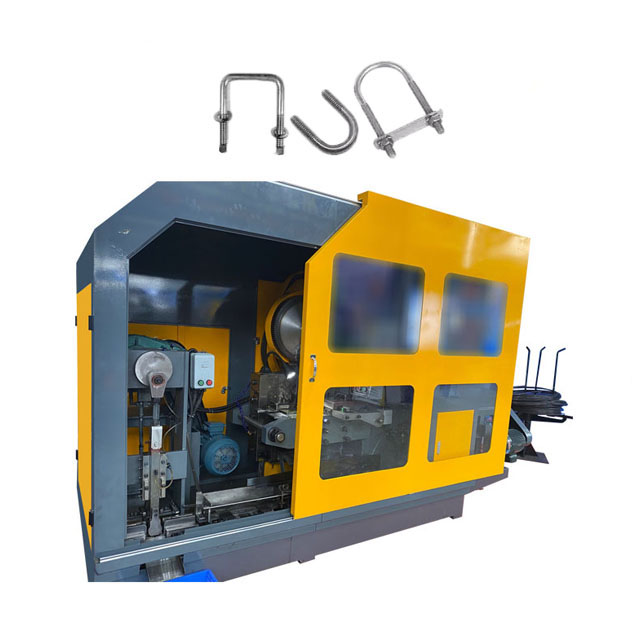
ரிவெட் தயாரிக்கும் இயந்திரம் குறிப்பாக பல்வேறு வகையான ரிவெட்டுகளை உருவாக்க வடிவமைக்கப்பட்டுள்ளது. முதலில், உலோக கம்பி கணினியில் வழங்கப்படுகிறது, பின்னர் அது ஒரு நிலையான நீளத்தின் சிறிய பிரிவுகளாக வெட்டப்படுகிறது. அடுத்து, கம்பியின் ஒன்று அல்லது இரண்டு முனைகளையும் ஒரு ரிவெட்டின் தலை வடிவத்தில் வடிவமைக்க இது ஒரு அச்சு வழியாக அழுத்தப்படுகிறது.
ரிவெட் தயாரிக்கும் இயந்திரம் குறிப்பாக பல்வேறு வகையான ரிவெட்டுகளை உருவாக்க வடிவமைக்கப்பட்டுள்ளது. முதலில், உலோக கம்பி கணினியில் வழங்கப்படுகிறது, பின்னர் அது ஒரு நிலையான நீளத்தின் சிறிய பிரிவுகளாக வெட்டப்படுகிறது. அடுத்து, கம்பியின் ஒன்று அல்லது இரண்டு முனைகளையும் ஒரு ரிவெட்டின் தலை வடிவத்தில் வடிவமைக்க இது ஒரு அச்சு வழியாக அழுத்தப்படுகிறது.
தயாரிப்பு அளவுரு (விவரக்குறிப்பு)
| மாதிரி |
அலகு |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| மோசடி நிலையம் |
இல்லை. |
6 | 6 | 6 | 6 | 6 | 6 |
| நட்டு குடியிருப்புகள் முழுவதும் |
மிமீ |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| பொருத்தமான ஹெக்ஸ் நட்டு |
இருந்து |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| கட்-ஆஃப் தியா |
மிமீ |
11 | 16 | 19 | 24 | 31 | 40 |
| டைஸ் சுருதி |
மிமீ |
50 | 60 | 80 | 100 | 140 | 165 |
| உருவாக்கும் சக்தி |
டன் |
60 | 90 | 135 | 230 | 360 | 450 |
| முதன்மை மோட்டார் |
ஹெச்பி |
15 | 20 | 50 | 75 | 150 | 200 |
| உயவு மோட்டார் |
ஹெச்பி |
1.5 | 1.5 | 1.5 3 | 1.5 3 | 3 | 3 |
| நிறுவப்பட்ட அளவு |
அமைக்கவும் |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| மசகு எண்ணெய் |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| தோராயமான எடை |
டன் |
4.5 | 8 | 14 | 25 | 45 | 72 |
ரிவெட் தயாரிக்கும் இயந்திரத்தின் அம்சங்கள் மிகவும் வெளிப்படையானவை. அச்சு மாற்று மிகவும் வசதியானது. ரிவெட்டுகளின் வெவ்வேறு வடிவங்களை உருவாக்க, அச்சு தொகுப்பை மாற்றவும். உதாரணமாக, வட்ட தலைகள் முதல் தட்டையான தலைகள் வரை. இந்த இயந்திரத்தின் தாக்க சக்தி போதுமானது. இது அலுமினியம், தாமிரம் அல்லது இரும்புப் பொருட்களாக இருந்தாலும், அது எந்தவிதமான விரிசல் அல்லது சிதைவு இல்லாமல் வழக்கமான தலைகளை அழுத்தலாம்.

தயாரிப்பு விவரங்கள்
ரிவெட் தயாரிக்கும் இயந்திரம் முக்கியமாக குளிர்ந்த தலைப்பு செயல்முறையைப் பயன்படுத்துகிறது. இந்த செயல்முறையானது கம்பிக்கு உணவளிப்பது, அதை நேராக்குவது, துல்லியமான வெற்றிடங்களாக வெட்டுவது, பின்னர் ரிவெட் தலையை வடிவமைப்பது ஆகியவை அடங்கும். இயந்திரம் உயர் அழுத்தத்தைப் பயன்படுத்துகிறது, ஒரு பஞ்சைப் பயன்படுத்தி அச்சு குழியில் காலியாக ஒரு முனையை வெட்டவும் வெட்டவும். குளிர்ந்த தலைப்பு செயல்முறை உலோகத்தை மாற்றுவதற்கு காரணமாகிறது, இதன் மூலம் பொருளை சூடாக்க வேண்டிய அவசியமின்றி ரிவெட் தலையின் சிறப்பியல்பு வடிவத்தை உருவாக்குகிறது.
எந்த வளைவுகளையும் அகற்ற இயந்திரம் முதலில் கம்பி கம்பியை (பொதுவாக எஃகு, அலுமினியம் அல்லது செப்பு அலாய் ஆகியவற்றால் ஆனது) நேராக்க பொறிமுறையில் உணவளிக்கிறது. பின்னர், துல்லியமான வெட்டு இயந்திரம் நேராக்கப்பட்ட கம்பியை குறிப்பிட்ட நீளங்களின் பில்லெட்டுகளாக வெட்டுகிறது. இந்த ஒரே மாதிரியான பில்லெட்டுகள் குளிர் தலைப்புக்குள் நுழைவதற்கு முன்பு (ரிவெட் தலைகளை உருவாக்குவதற்கு) மூலப்பொருட்கள் ஆகும், மேலும் அவை முக்கியமான முக்கியத்துவம் வாய்ந்தவை.
பல ரிவெட் தயாரிக்கும் இயந்திரங்கள் வருத்தமளிக்கும் செயல்முறைக்குப் பிறகு உடனடியாக ஒரு டிரிம்மிங் நிலையத்துடன் பொருத்தப்பட்டுள்ளன. இந்த படி புதிய ரிவெட் தலையின் விளிம்பில் உருவாகும் சிறிய பர்ஸ் அல்லது கூர்மையான விளிம்புகளை அகற்றலாம் (பஞ்சிற்கும் இறப்புக்கும் இடையில் அதிகப்படியான உலோகம் கசக்கப்படுகிறது). ரிவெட் தலையில் ஒரு தெளிவான அவுட்லைன் மற்றும் நிலையான விட்டம் இருப்பதை டிரிம்மிங் உறுதி செய்கிறது, இது சரியான நிறுவல் மற்றும் தோற்றத்திற்கு முக்கியமானது.